
Mumbai: Smart factories could add at least a $1.5 trillion to the global economy through productivity gains, improvements in quality and market share, along with customer services, as per Capgemini Research Institute’s new study.
However, two-thirds of this overall value is still to be realized: efficiency by design and operational excellence through closed – loop operations ( it uses data generated by operations to optimize them in real time) will make equal contributions.
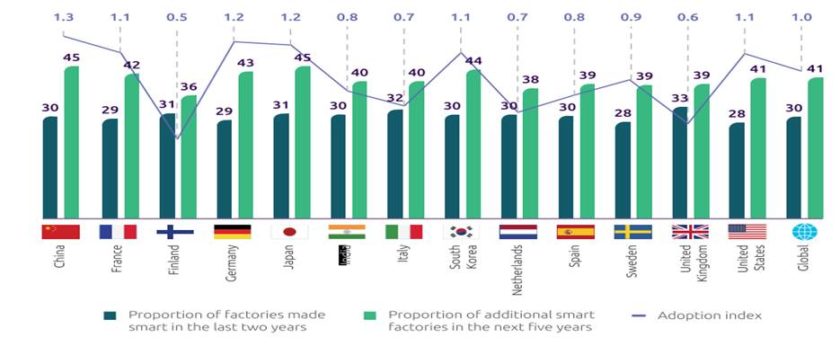
China, Germany and Japan are the top three countries in smart factory adoption, closely followed by South Korea, United States and France, as per this study.
The “Smart Factories @ Scale” study, identified the two main challenges to scaling up: the IT–OT convergence and the range of skills and capabilities required to drive the transformation including cross-functional capabilities and soft skills in addition to digital talent.
It report also highlights how the technology led-disruption, towards an ‘Intelligent Industry’, is an opportunity for manufacturers striving to find new ways to create business value, optimize their operations and innovate for a sustainable future.
Key findings of the study, which surveyed over 1000 industrial company executives across 13 countries, include:
Organizations are showing an increasing appetite and aptitude for smart factories: compared to two years ago, more organizations are progressing with their smart initiatives today and one-third of factories have already been transformed into smart facilities.
Manufacturers now plan to create 40% more smart factories in the next five years and increase their annual investments by 1.7x compared to the last three years.
The potential value add from smart factories is bigger than ever: based on this potential for growth, Capgemini estimates that smart factories can add anywhere between $1.5 trillion to $2.2 trillion to the global economy over the next five years.
In 2017 Capgemini found that 43% of organizations had ongoing smart factory projects; which has shown a promising increase to 68% in two years.
5G is set to become a key enabler as it would provide manufacturers the opportunity to introduce or enhance a variety of real-time and highly reliable applications.
Scaling up is the next challenge for Industry 4.0: despite this positive outlook, manufacturers say success is hard to come by, with just 14% characterizing their existing initiatives as ‘successful’ and nearly 60% of organizations saying that they are struggling to scale. The two main challenges to scale up are:
- The IT-OT convergence – including digital platforms deployment and integration, data readiness and cybersecurity – which will be critical to ensure digital continuity and enable collaboration. Agnostic and secure multilayer architectures will allow a progressive convergence.
- In addition to digital talent, a range of skills and capabilities will be required to drive smart factory transformation including cross-functional profiles, such as engineering-manufacturing, manufacturing-maintenance, and safety-security. While soft skills, such as problem solving and collaborative skills will also be critical.
According to the report, organizations need to learn from high performers (10% of the total sample) that make significant investments in the foundations – digital platforms, data readiness, cybersecurity, talent, governance – and well-balanced “efficiency by design” and “effectiveness in operations” approach, leveraging the power of data and collaboration.
“A factory is a complex and living ecosystem where production systems efficiency is the next frontier rather than labor productivity. Secure data, real- time interactions and virtual-physical loopbacks will make the difference. To unlock the promise of the smart factory, organizations need to design and implement a strong governance program and develop a culture of data-driven operations,” said Jean-Pierre Petit, Director – Digital Manufacturing, Capgemini.
“The move to an Intelligent Industry is a strategic opportunity for global manufacturers to leverage the convergence of Information Technology and Operational Technology, in order to change the way their industries will operate and be future ready,” he further added.
“Through Schneider Electric’s TSC4.0 Transformation, Tailored, Sustainable & Connected 4.0, a sustainable and connected journey which integrates the Smart Factory initiative, we have created a tremendous dynamic. We had started with just 1 flagship pilot several years ago and towards the end of 2019, we have over 70 Smart Factory sites certified with external recognition by the World Economic Forum,” said Mourad Tamoud, EVP, Global Supply Chain Operations – Schneider Electric.
“By training our managers, engineers, support staff, and operators, we have equipped them with the right knowledge and competences. In parallel, we have also started to scale this experience across the organization through a virtual network to achieve such a fast ramp up. This is only the beginning – we will continue to innovate by leveraging internally and externally our EcoStruxure solution – an IoT enabled, plug and play, open architecture and platform – and use the latest best practices in the digital world,” he further added.
The report also details that PLM, MES / SCADA and robotics are key components of industrial architecture. However, the main areas of investment for at-scale deployments are IoT and AI, which support data-driven operations, as well as remote and mobile capabilities.
The research surveyed over 1,000 manufacturers, focusing primarily on organizations that had a smart factory initiative underway from 13 countries (China, France, Finland, Germany, Japan, India, Italy, South Korea, The Netherlands, Spain, Sweden, United Kingdom, United States) across the industries – discrete manufacturing, process industries, power, energy and utilities, consumer products. Also 20 in-depth discussions with executives overseeing a smart factory initiative or a smart factory were conducted.